商铺名称:台州市黄岩小霞模具有限公司
联系人:陈总()
联系手机:
固定电话:
企业邮箱:2395110690@qq.com
联系地址:黄岩北城工业区康强路17号
邮编:318020
联系我时,请说是在五金机电网上看到的,谢谢!

位于模具加工和产品后加工容易处. 对于同轴度要求高的产品,尽可能将型腔设计在同一侧. 避免长抽芯,考虑将其放在公模开模方向,如一定要有应将抽芯机构尽量设在公模侧. 一般不采用圆弧部分分模,这样会影响产品外观. 对于流动性好易溢边之塑料,应采用插破方式分型可防治毛边产生. 对于高度高,脱模斜度小之产品,可取中间分模,型腔分两边以有利于脱模. 为使产品容易从模具中脱出,模具上设置脱模斜度.其大小视产品形状,塑料,模具结构,表面精度和加工方式不同而异.一般为1-3°,在不影响产品外观和性能之情形下,脱模斜度愈大愈好.
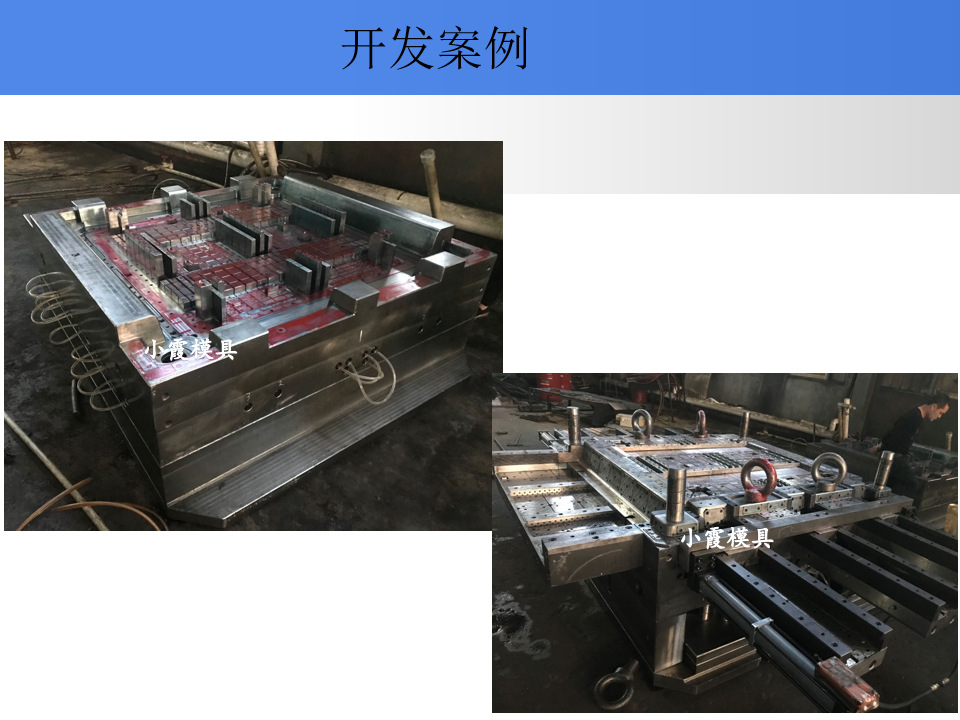
模具的工作部分一般都是二维或三维的复杂曲面,而不是一般机械加工的简单几何体。 模具实际上相当于一种机械加工工具,其硬度要求较高,一般都是用淬火工具钢等材料制成,若用传统的机械加工方法,往往感到十分困难。 通常生产少量注塑件,一般都需要三—五副模具,模具制造一般是单件生产。每副制造一幅模具,都从设计开始,大约需要一个多月甚至十几个月的时间才能完成,设计、制造周期都比较长。 汽车模具的制造流程
注塑工艺分析和模具生产估算 在接受模具制造的委托时,首先要根据制品零件图样或实物,先做注塑工艺分析,分析研究将采用模具的套数、模具结构及主要加工方法,然后进行模具估算。 注塑工艺是通过模具对毛坯施加外力,使之产生塑性变形或分离,从而获得一定尺寸、形状和性能的工件的加工方法。注塑工艺的应用范围十分广泛,既可以加工金属板料、棒料,也可以加工多种非金属材料。由于加工通常是在常温下进行的,故又称为注塑压。而注塑工艺分析是通过各个方面的参数综合确定佳的注塑工艺。
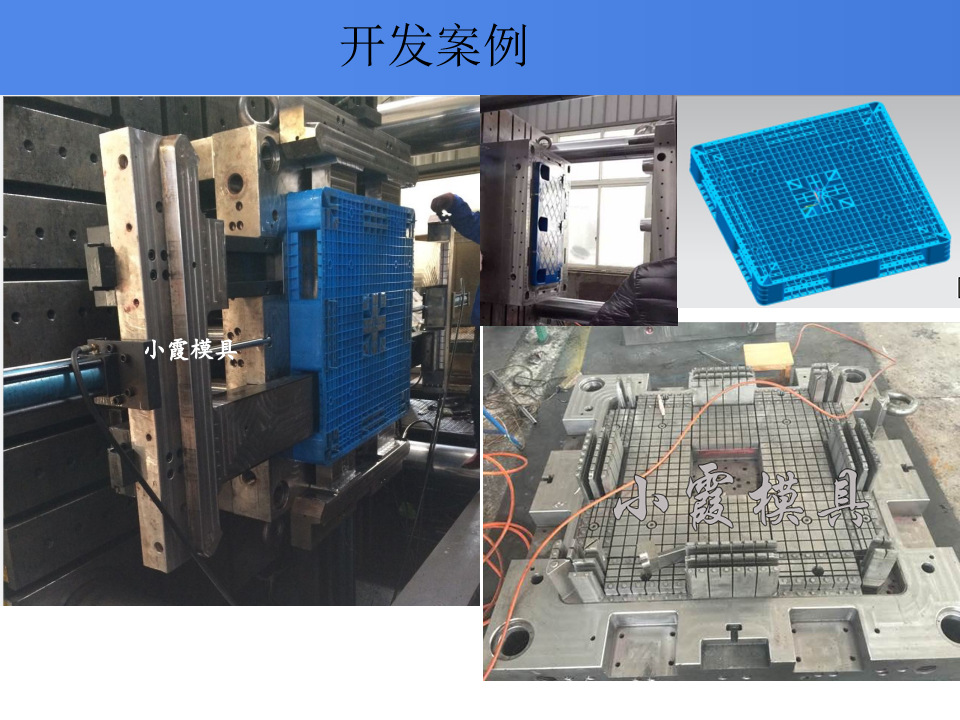
注塑模的结构组成 根据每个零部件的作用、要求,注塑模主要由工艺性零件与结构性零件两大类组成。 直接完成注塑工序,即与材料或注塑件发生直接接触的零件。如成形零件(凸模、凹模)、定位零件(定向板、定位销)、压料零件(压料圈)等。 在模具中起安装、组合、导向作用的零件。如支撑零件(上、下模座、凸、凹模固定板)、导向零件(导柱、导套)及紧固零件等。 一般来说,汽车模具结构主要包括以下几部分:
上模座、下模座、压料圈、凸模部分、凹模部分、各类镶块、各类斜契吊契、定向板、定位销、定向导柱导套、限位装置、装置、挡料板、废料槽以及各种标准件等。 汽车模具的制造知识 汽车模具的制造特点 制造质量要求高 模具制造不仅要求加工精度高,而且还要求加工表面质量要好。一般来说,模具工作部分的制造公差都应控制在正负0.01mm以内,有的甚至要求在微米级范围内;模具加工后的表面不仅不允许有缺陷,而且工作部分的表面粗糙度Ra都要求小于0.4um。
|
型号: |
按要求定制 |
|
腔数: |
1出1 |
|
模架: |
LKM, ISM标准,HASCO 或按照客户要求 |
|
模具材质: |
P20, 718H, H13, 2344, 2316, NAK80 |
|
模具流道系统: |
冷流道/热流道 |
|
设计软件: |
UG; PROE; CAD |
|
塑料材质: |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
模具寿命: |
500,000次-3,000,000次 |
|
模具尺寸: |
根据产品设计 |
|
模具重量: |
根据产品设计 |
|
样品: |
根据产品设计 |
|
普通模具交货期: |
35-50天 |
|
高要求精密模具 |
55-85天 |