
























ЦчТӘ·ЦАа
ЧЁУГјф°е»ъ
¶аЕдәПЖдЛыЙиұёК№УГЈ¬јф°е»ъ(Нј1)НкіЙМШКвУГНҫ:
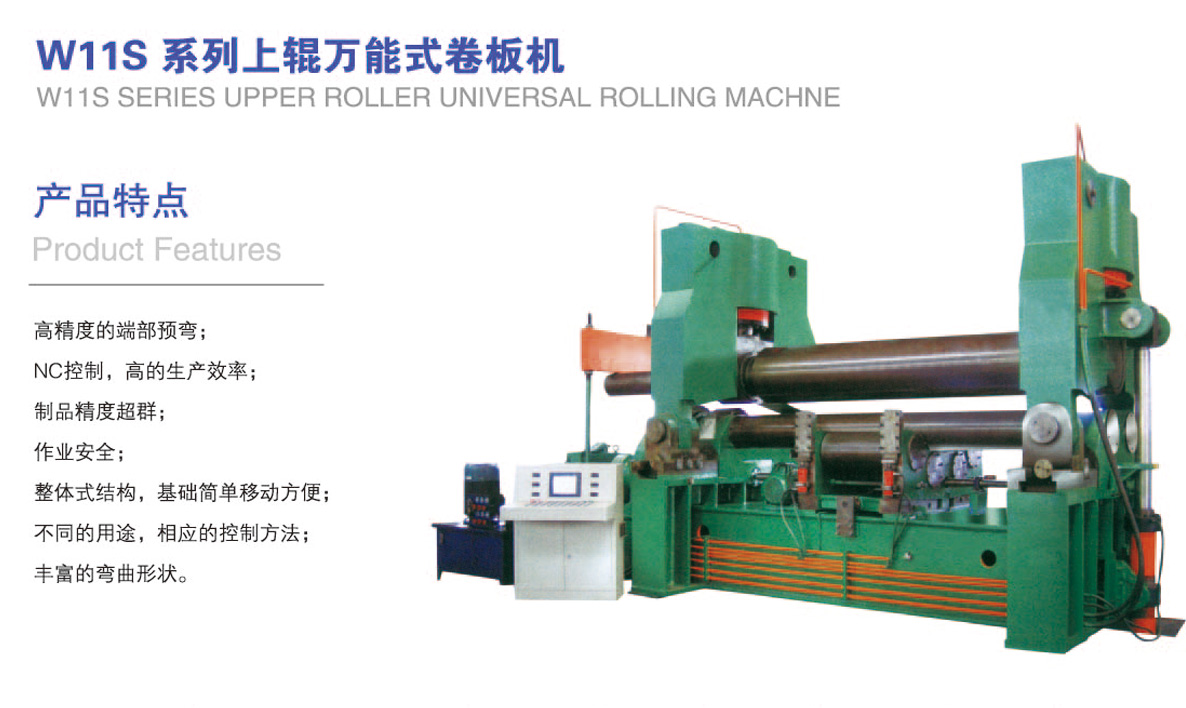
1ЎўАдНдіЙРНПЯјф°е»ъ:АэИзЖыіөЧЭБәАдНдПЯЎўіөПбІаөІ°еЙъІъПЯЎўІКёЦ°еіЙРНПЯөИЙъІъПЯЙПЕдЦГөДЧЁУГјф°е»ъөИ;
2ЎўёЦҪб№№ЙъІъПЯјф°е»ъ:¶аУГУЪҪЗёЦЎўHРНёЦЧФ¶ҜЙъІъПЯНкіЙјф¶П№ӨРт;
3Ўў°еІДҝӘЖҪПЯјф°е»ъ:УГУЪ°еІДҝӘҫнРЈЖҪПЯЙПЈ¬ОӘЕдәПЙъІъПЯЛЩ¶ИҝмјфЗРТӘЗу¶шЙијЖөДёЯЛЩјф°е»ъЈ¬әс°еПЯЙП¶аОӘТәС№ёЯЛЩјф°е»ъЈ¬ұЎ°еПЯЙП¶аЕдЖш¶Ҝјф°е»ъ;ёЯЛЩПЯЙПЕдУР·Йјф»ъЈ¬Б¬РшЙъІъЈ¬Р§ВКёЯЎЈ
РұИРјф°е»ъ
јф°е»ъөДЙППВБҪө¶Ж¬іЙТ»ёцөДҪЗ¶ИЈ¬Т»°гЙПө¶Ж¬КЗЗгРұөДЈ¬ЖдЗгРұҪЗТ»°гОӘ1ЎгөҪ6ЎгЎЈРұИРјф°е»ъјфЗРБҰұИЖҪИРјф°е»ъРЎЈ¬№Көз»ъ№ҰВКј°Хы»ъЦШБҝөИҙуҙујхРЎЈ¬КөјКУҰУГЧо¶аЈ¬јф°е»ъі§јТ¶аЙъІъҙЛАајф°е»ъЎЈ
ЙПәЈСЗНю»ъҙІ
ЖҪИРјф°е»ъ
јфЗРЦКБҝәГЈ¬ЕӨЗъұдРОРЎЈ¬ө«јфЗРБҰҙуЈ¬әДДЬҙуЎЈ»ъРөҙ«¶ҜөДҪП¶аЎЈёГјф°е»ъЙППВБҪө¶ИРұЛҙЛЖҪРРЈ¬іЈУГУЪФюёЦі§ИИјфЗРіхФю·ҪЕчәН°еЕч;°ҙЖдјфЗР·ҪКҪУЦҝЙ·ЦОӘЙПЗРКҪәНПВЗРКҪЎЈ
¶аУГНҫјф°е»ъ
1ЎўБӘәПіејф»ъ:јҙҝЙНкіЙ°еІДөДјфЗРЈ¬УЦҝЙ¶ФРНІДҪшРРјфЗРЈ¬¶аУГУЪПВБП№ӨРт;
2Ўў°еБПХЫНдјфЗР»ъ:јҙФЪН¬Т»МЁ»ъРөЙПҝЙНкіЙјфЗРәНХЫНдБҪЦЦ№ӨТХЎЈ
№ӨЧчФӯАн
јф°е»ъјфЗРәуУҰДЬұЈЦӨұ»јф°еБПјфЗРГжөДЦұПЯ¶ИәНЖҪРР¶ИТӘЗуЈ¬јф°е»ъ(Нј2)ІўҫЎБҝјхЙЩ°еІДЕӨЗъЈ¬ТФ»сөГёЯЦКБҝөД№ӨјюЎЈјф°е»ъөДЙПө¶Ж¬№М¶ЁФЪө¶јЬЙПЈ¬ПВө¶Ж¬№М¶ЁФЪ№ӨЧчМЁЙПЎЈ №ӨЧчМЁЙП°ІЧ°УРНРБПЗтЈ¬ТФұгУЪ°еБПөДФЪЙПГ滬¶ҜКұІ»ұ»»®ЙЛЎЈ әуөІБПУГУЪ°еБП¶ЁО»Ј¬О»ЦГУЙөз»ъҪшРРөчҪЪЎЈ С№БПёЧУГУЪС№Ҫф°еБПЈ¬ТФ·АЦ№°еБПФЪјфЗРКұТЖ¶ҜЎЈ »ӨАёКЗ°ІИ«Ч°ЦГЈ¬ТФ·АЦ№·ўЙъ№ӨЙЛКВ№КЎЈ »ШіМТ»°гҝҝөӘЖшЈ¬ЛЩ¶ИҝмЈ¬іе»чРЎЎЈ
ІЩЧч№жіМ
өЪТ»:ИПХжЦҙРРјф°е»ъ(Нј3)Ў¶¶НС№ЙиұёНЁУРІЩЧч№жіМЎ·УР№Ш№ж¶ЁЎЈ
өЪ¶ю:ИПХжЦҙРРПВКцУР№ШІ№ід№ж¶Ё:
1Ўў№ӨЧчЗ°ИПХжЧчөҪ:
1)ЎўФЪҝХФЛЧӘКФіөЦ®З°Ј¬УҰПИУГИЛ№ӨЕМіөТ»ёц№ӨЧчРРіМЈ¬И·ИПХэіЈәуІЕДЬҝӘ¶ҜЙиұёЎЈ
2)ЎўУРТәС№Ч°ЦГөДЙиұёЎўјмІйҙўУНПдУНБҝУҰідЧгЎЈЖф¶ҜУНұГәујмІй·§ГЕЎў№ЬВ·КЗ·сУРР№В©ПЦПуЈ¬С№БҰУҰ·ыәПТӘЗуЎЈҙтҝӘ·ЕЖш·§Ҫ«ПөНіЦРөДҝХЖш·ЕөфЎЈ
2Ўў№ӨЧчЦРИПХжЧцөҪ:
1)ЎўІ»ЧјјфЗРөюәП°еБПЈ¬І»ЧјРЮјфГ«ұЯ°еБПөДұЯФөЈ¬І»ЧјјфЗРС№І»ҪфөДПБХӯ°еБПәН¶МБПЎЈ
2)Ўўө¶°ејдөДјдП¶УҰёщҫЭ°еБПөДәс¶ИАҙөчХэЈ¬ө«І»өГҙуУЪ°еЧоөД1/30ЎЈө¶°еУҰҪф№МАОҝҝЈ¬ЙПЎўПВө¶°еГжұЈіЦЖҪРРЈ¬өчХэәуУҰУГИЛ№ӨЕМіөјмСйЈ¬ТФГв·ўЙъТвНвЎЈ
3)Ўўө¶°еИРҝЪУҰұЈіЦ·жАыЈ¬ИзИРҝЪұд¶Ы»тУРұАБСПЦПуЈ¬УҰј°Кұёь»»ЎЈ
4)ЎўјфЗРКұЈ¬С№БПЧ°ЦГУҰАОАОөШС№Ҫф°еБПЈ¬І»ЧјФЪС№І»ҪфөДЧҙМ¬ПВҪшРРјфЗРЎЈ
5)ЎўУРТәС№Ч°ЦГөДЙиұёЈ¬іэҪЪБч·ҘНвЖдЛыТәС№·§ГЕІ»ЧјЛҪЧФөчХэЎЈ
6)Ўў ¶ФУЪТәС№°ЪКҪјф°е»ъјфЗР°еБПөДәс¶ИЈ¬УҰёщҫЭЎ¶°еБПј«ПЮЗҝ¶ИУл°еәс№ШПөЗъПЯНјЎ·АҙИ·¶ЁЎЈ
3Ўў№ӨЧчәуУҰҪ«ЙПө¶°еВдФЪЧоПВО»ЦГЙПЎЈ
ІЩЧчЗ°ТӘҙ©ҪфЙн·А»Ө·юЈ¬РдҝЪҝЫҪфЈ¬ЙПТВПВ°ЪІ»ДЬіЁҝӘЈ¬јф°е»ъ(Нј5)І»өГФЪҝӘ¶ҜөД»ъҙІЕФҙ©ЎўНС»»ТВ·юЈ¬»тО§ІјУЪЙнЙПЈ¬·АЦ№»ъЖчҪКЙЛЎЈұШРлҙчәГ°ІИ«ГұЈ¬ұиЧУУҰ·ЕИлГұДЪЈ¬І»өГҙ©И№ЧУЎўНПР¬ЎЈ
јф°е»ъІЩЧчИЛФұұШРлКмПӨјф°е»ъЦчТӘҪб№№ЎўРФДЬәНК№УГ·Ҫ·ЁЎЈ
јф°е»ъККУГУЪјфЗРІДБПәс¶ИОӘ»ъҙІ¶о¶ЁЦөөДёчЦЦёЦ°еЎўНӯ°еЎўВБ°еј°·ЗҪрКфІДБП°еІДЈ¬¶шЗТұШРлКЗОЮУІәЫЎўәёФьЎўјРФьЎўәё·мөДІДБПЈ¬І»ФКРні¬әс¶ИЎЈ
јф°е»ъөДК№УГ·Ҫ·Ё:°ҙХХұ»јфІДБПөДәс¶ИЈ¬өчХыө¶Ж¬өДјдП¶;ёщҫЭұ»јфІДБПөДҝн¶ИөчХыҝҝДЈ»тјРҫЯ;јф°е»ъІЩЧчЗ°ПИЧч1-3 ҙОҝХРРіМЈ¬ХэіЈәуІЕҝЙКөК©јфЗР№ӨЧчЎЈ
К№УГЦРИз·ўПЦ»ъЖчФЛРРІ»ХэіЈЈ¬УҰБўјҙЗР¶ПөзФҙНЈ»ъјмІйЎЈ
өчХы»ъҙІКұЈ¬ұШРлЗР¶ПөзФҙЈ¬ТЖ¶Ҝ№ӨјюКұЈ¬УҰЧўТвКЦөД°ІИ«ЎЈ
јф°е»ъёчІҝУҰҫӯіЈұЈіЦИ󻬣¬Гҝ°аУҰУЙІЩЧч№ӨјУЧўИу»¬УНТ»ҙОЈ¬Гҝ°лДкУЙ»ъРЮ№Ө¶Ф№ц¶ҜЦбіРІҝО»јУЧўИу»¬УНТ»ҙОЎЈ
К№УГЧўТв
1ЎўҝӘ¶Ҝјф°е»ъ»ъЖчЧчҝХЧӘИфёЙСӯ»·Ј¬И·ұЈФЪХэіЈЗйҝцПВЈ¬КФјфІ»Н¬әс¶И°еБПЈ¬УЙұЎЦБәсЎЈИ·ұЈУГ»§КмПӨјф°е»ъРФДЬЎЈЙПәЈСЗНю»ъҙІ
2ЎўКФјфКұІ»Н¬°еәсКұұШРлөч¶ФІ»Н¬ө¶Ж¬јдП¶ЎЈИфІ»өч¶ФПаУҰөДө¶Ж¬јдП¶Ј¬ФтУ°Пмө¶Ж¬ДНУГ¶ИЎЈ
3Ўўјф°е»ъФЪјфЗР№эіМЦРҙтҝӘС№БҰұнҝӘ№ШЈ¬№ЫІмУНВ·С№БҰЦөЈ¬јф12mm°еКұС№БҰУҰРЎУЪ20MPaЎЈҙЛФ¶іМөчС№·§No9Ј¬іці§КұС№БҰөч¶Ё20-22MPaЈ¬УГ»§ұШРлЧсКШҙЛ№ж¶ЁЈ¬І»өГОӘјфі¬№ж¶ЁІДБПГжМбёЯС№БҰЈ¬ФміЙ»ъЖчЛр»өЎЈ
4ЎўІЩЧчКұЙщТфЖҪәвЎЈјф°е»ъИзУРФУТфЈ¬УҰНЈіөјмІйЎЈ
5Ўўјф°е»ъІЩЧчКұУНПдМбёЯОВ¶И<60¶Иі¬№эКұ№Ш»ъРЭПўЎЈ
О¬»ӨұЈСш
1ЎўСПёс°ҙХХІЩЧч№жіМҪшРРІЩЧч;
2ЎўГҝҙОҝӘ»ъЗ°°ҙИу»¬НјұнТӘЗу¶ЁКұЎўјф°е»ъ(Нј7)¶ЁөгЎў¶ЁБҝјУИу»¬УНЈ¬УНУҰЗеҪаОЮіБөн;
3Ўў»ъҙІұШРлҫӯіЈұЈіЦЗеҪаЈ¬ОҙУНЖбөДІҝ·Ц·АРвУНЦ¬;
4Ўўөз¶Ҝ»ъЦбіРДЪөДИу»¬СъУНТӘ¶ЁЖЪёь»»јУЧўЈ¬ІўҫӯіЈјмІйөзЖчІҝ·Ц№ӨЧчКЗ·сХэіЈ°ІИ«ҝЙҝҝ;
5Ўў¶ЁЖЪјмІйИэҪЗЖӨҙшЎўКЦұъЎўРэЕҘЎў°ҙјьКЗ·сЛр»өЈ¬ДҘЛрСПЦШөДУҰј°Кұёь»»Ј¬ІўұЁұёјюІ№ід;
6Ўў¶ЁЖЪјмІйРЮАнҝӘ№ШЎўұЈПХЎўКЦұъЎўұЈЦӨЖд№ӨЧчҝЙҝҝ;
7ЎўГҝМмПВ°аЗ°10·ЦЦУЈ¬¶Ф»ъҙІјУУНИ󻬼°ІБПҙЗеҪа»ъҙІ;
8ЎўСПҪы·ЗЦё¶ЁИЛФұІЩЧчёГЙиұёЈ¬ЖҪіЈұШРлЧцөҪИЛАл»ъНЈЎЈ
јјКхТӘЗујф°е»ъКЗ»ъјУ№ӨЦРУҰУГұИҪП№г·әөДТ»ЦЦјфЗРЙиұёЈ¬ЛьДЬјфЗРёчЦЦәс¶ИөДёЦ°еІДБПЎЈіЈУГөДјф°е»ъ·ЦОӘЖҪјфЎў№цјфј°Хр¶Ҝјф3ЦЦАаРНЎЈЖҪјф»ъКЗК№УГБҝ¶аөДЎЈјфЗРәс¶ИРЎУЪ10mmөДјф°е»ъ¶аОӘ»ъРөҙ«¶ҜЈ¬ҙуУЪ10mmөДОӘТәС№¶Ҝҙ«¶ҜЎЈТ»°гУГҪЕМӨ»т°ҙЕҘІЩЧЭҪшРРөҘҙО»тБ¬РшјфЗРҪрКфЎЈІЩЧчјф°е»ъКұУҰЧўТв:
1Ўў№ӨЧчЗ°ТӘИПХжјмІйјф°е»ъёчІҝКЗ·сХэіЈЈ¬өзЖшЙиұёКЗ·сНкәГЈ¬Иу»¬ПөНіКЗ·сі©НЁ;ЗеіэМЁГжј°ЖдЦЬО§·ЕЦГУР№ӨҫЯЎўБҝҫЯөИФУОпТФј°ұЯҪЗ·ПБПЎЈ
2ЎўІ»ТӘ¶АЧФ1ИЛІЩЧчјф°е»ъЈ¬УҰУЙ2-3ИЛРӯөчҪшРРЛНБПЎўҝШЦЖіЯҙзҫ«¶Иј°ИЎБПөИЈ¬ІўИ·¶ЁУЙ1ИЛНіТ»Цё»УЎЈ
3ЎўТӘёщҫЭ№ж¶ЁөДјф°еәс¶ИЈ¬өчХыјф°е»ъөДјфө¶јдП¶ЎЈІ»ЧјН¬КұјфЗР2ЦЦІ»Н¬№жёсЎўІ»Н¬ІДЦКөД°еБП;І»өГөюБПјфЗРЎЈјфЗРөД°еБПТӘЗуұнГжЖҪХыЈ¬І»ЧјјфЗРОЮ·ЁС№ҪфөДҪПХӯ°еБПЎЈјф°е»ъ(Нј6)
4Ўўјф°е»ъөДЖӨҙшЎў·ЙВЦЎўіЭВЦТФј°ЦбөИФЛ¶ҜІҝО»ұШРл°ІЧ°·А»ӨХЦЎЈ
5Ўўјф°е»ъІЩЧчХЯЛНБПөДКЦЦёАлјфө¶ҝЪУҰұЈіЦЧоЙЩ200mmТФНвөДҫаАлЈ¬ІўЗТАлҝӘС№ҪфЧ°ЦГЎЈФЪјф°в»ъЙП°ІЦГөД·А»ӨХӨАёІ»ДЬөІЧЎІЩЧчХЯСЫҫҰ¶шҝҙІ»өҪІГЗРөДІҝО»ЎЈЧчТөәуІъЙъөД·ПБПУРАвУРҪЗЈ¬ІЩЧчХЯУҰј°КұЗеіэЈ¬·АЦ№ұ»ҙМЙЛЎўёоЙЛЎЈ
6Ўўјф°е»ъөД·ЙВЦЎўіЭВЦЎўЦбЎўҪәҙшөИФЛ¶ҜІҝ·Ц¶јУҰЙи·А»ӨХЦЎЈ
7Ўў·ЕЦГХӨАёЈ¬·АЦ№ІЩЧчХЯөДКЦҪшИлјфө¶ВдПВЗшУтДЪЎЈ№ӨЧчКұСПҪыјсК°өШЙП·ПБПЈ¬ТФГвұ»ВдПВАҙөД№Өјю»чЙЛЎЈ
8ЎўІ»ДЬјфЗРҙг№э»рөДІДБПЈ¬ТІҫцІ»ФКРнІГјфі¬№эјфҙІөД№ӨЧчДЬБҰЎЈ
|
РНәЕ |
ҝЙјф°еәс |
ҝЙјф°еҝн |
РРіМҙОКэ |
әуөІБП·¶О§ |
јфЗРҪЗ |
әнҝЪЙо¶И |
Цчөз»ъ№ҰВК |
НвРОіЯҙз |
|
mm |
mm |
min |
mm |
Ўг |
mm |
kw |
mm(LЎБWЎБH) |
|
|
4ЎБ2500 |
4 |
2500 |
25-45 |
600 |
0.5-1.5 |
100 |
5.5 |
3000ЎБ2000ЎБ1850 |
|
6ЎБ2500 |
6 |
2500 |
20-45 |
600 |
0.5-1.5 |
125 |
7.5 |
3030ЎБ2075ЎБ1920 |
|
6ЎБ3200 |
6 |
3200 |
16-45 |
600 |
0.5-1.5 |
125 |
7.5 |
3730ЎБ2075ЎБ1970 |
|
6ЎБ4000 |
6 |
4000 |
14-45 |
600 |
0.5-1.5 |
125 |
7.5 |
4530ЎБ2075ЎБ2080 |
|
6ЎБ5000 |
6 |
5000 |
11-40 |
800 |
0.5-1.5 |
125 |
7.5 |
5530ЎБ2075ЎБ2210 |
|
6ЎБ6000 |
6 |
6000 |
9-36 |
800 |
0.5-1.5 |
125 |
11 |
6530ЎБ2075ЎБ2520 |
|
7ЎБ7000 |
7 |
7000 |
7-28 |
800 |
0.5-1.5 |
125 |
11 |
7530ЎБ2075ЎБ2830 |
|
8ЎБ2500 |
8 |
2500 |
20-45 |
600 |
0.5-1.5 |
125 |
11 |
3040ЎБ2075ЎБ1920 |
|
8ЎБ3200 |
8 |
3200 |
16-45 |
600 |
0.5-1.5 |
125 |
11 |
3740ЎБ2075ЎБ1920 |
|
12ЎБ2500 |
12 |
2500 |
12-35 |
800 |
0.5-2 |
125 |
15 |
3110ЎБ2575ЎБ2210 |
|
12ЎБ3200 |
12 |
3200 |
7-35 |
800 |
0.5-2 |
125 |
15 |
3810ЎБ2575ЎБ2420 |
|
12ЎБ4000 |
12 |
4000 |
8-35 |
800 |
0.5-2 |
125 |
15 |
4610ЎБ2575ЎБ2530 |
|
16ЎБ2500 |
16 |
2500 |
16-40 |
800 |
0.5-2.5 |
125 |
22 |
3130ЎБ2655ЎБ2200 |
|
16ЎБ4000 |
16 |
4000 |
12-40 |
800 |
0.5-2.5 |
125 |
22 |
4630ЎБ2655ЎБ2570 |
|
20ЎБ2500 |
20 |
2500 |
16-40 |
800 |
0.5-2.5 |
125 |
30 |
3160ЎБ2855ЎБ2300 |
|
20ЎБ4000 |
20 |
4000 |
12-40 |
800 |
0.5-2.5 |
125 |
30 |
4660ЎБ2855ЎБ2720 |
|
25ЎБ2500 |
25 |
2500 |
8-15 |
800 |
0.5-3.5 |
120 |
37 |
3330ЎБ2000ЎБ2650 |
|
25ЎБ3200 |
25 |
3200 |
8-15 |
800 |
0.5-3.5 |
120 |
37 |
3970ЎБ2100ЎБ2865 |
|
25ЎБ4000 |
25 |
4000 |
6-12 |
1000 |
0.5-3.5 |
120 |
37 |
4780ЎБ2500ЎБ3150 |
|
32ЎБ2500 |
32 |
2500 |
6-12 |
1000 |
0.5-3.5 |
120 |
45 |
4100ЎБ2300ЎБ3200 |
|
32ЎБ3200 |
32 |
3200 |
8-12 |
1000 |
0.5-3.5 |
120 |
55 |
1900ЎБ2650ЎБ3450 |
|
40ЎБ2500 |
40 |
2500 |
4-10 |
1000 |
0.5-3.5 |
120 |
75 |
4100ЎБ2550ЎБ3500 |
|
40ЎБ3200 |
40 |
3200 |
4-10 |
1000 |
0.5-3.5 |
120 |
75 |
4900ЎБ2900ЎБ3750 |
№КХПјмРЮ1ЎўСҜОКЙиұёІЩЧчХЯЈ¬БЛҪвјф°е»ъТәС№ПөНіЙиұёФЛРРЧҙҝцЎЈЖдЦР°ьАЁ:јф°е»ъТәС№ПөНі№ӨЧчКЗ·сХэіЈ;ТәС№ұГУРОЮТміЈПЦПу;ТәС№УНјмІвЗеҪа¶ИөДКұјдј°Ҫб№ы;ВЛРҫЗеПҙәНёь»»Зйҝц;·ўЙъ№КХПЗ°КЗ·с¶ФТәС№ФӘјюҪшРРБЛөчҪЪ;КЗ·сёь»»№эГЬ·вФӘјю;№КХПЗ°әујф°е»ъТәС№ПөНііцПЦ№эДДР©І»ХэіЈПЦПу;№эИҘёГПөНііцПЦ№эКІГҙ№КХПЈ¬КЗИзәОЕЕіэөДөИЈ¬РиЦрТ»ҪшРРБЛҪвЎЈ2Ўўҝҙјф°е»ъТәС№ПөНі№ӨЧчөДКөјКЧҙҝцЈ¬№ЫІмПөНіС№БҰЎўЛЩ¶ИЎўУНТәЎўР№В©ЎўХс¶ҜөИКЗ·сҙжФЪОКМвЎЈ3ЎўМэјф°е»ъТәС№ПөНіөДЙщТфЈ¬Из:іе»чЙщ;ұГөДФлЙщј°ТміЈЙщ;ЕР¶ПТәС№ПөНі№ӨЧчКЗ·сХэіЈЎЈ4ЎўГюОВЙэЎўХс¶ҜЎўЕАРРј°БӘҪУҙҰөДЛЙҪфіМ¶ИЕР¶Ёјф°е»ъТәС№ПөНіФЛ¶ҜІҝјю№ӨЧчЧҙМ¬КЗ·сХэіЈЎЈХэИ·СЎ№әФЪСЎ№әЖЪјдЈ¬УҰЧўТвТФПВјёөг:
1ЎўёщҫЭЧФјәөДРиЗуІОКэЈ¬И·¶Ё№әВт»ъЖчөД№жёсІОКэЈ¬Н¬КұТІТӘҝјВЗөҪТФәуА©ҙуЖуТө№жДЈәуөДРиЗуБфУРТ»¶ЁУаБҝИ·¶Ё»ъЖчөДІОКэЎЈМШұрКЗјф°е»ъЈ¬¶ФУЪјфЗРІДБПөДБПәсөДТӘЗу·¶О§Ј¬·ЦМх»ъФЪ·ЦМхөДҙуРЎөИЈ¬ФЪ»ъЖчөДРНәЕІОКэИ·¶ЁәуЈ¬ҫНҝЙТФБӘПөі§јТ№әВтЎЈ
2ЎўИ·ИПТӘ№әВтөД»ъЖчУРДДР©і§јТЙъІъЈ¬ФЪХвТ»»·ҪЪЈ¬НщНщЧоИЭТЧәцКУЈ¬ТтОӘІ»№ЬБӘПөөҪДДёці§јТЈ¬»щұҫЙПі§јТ¶ј»бёжЦӘЧЁТөЙъІъёГРНәЕөДІъЖ·Ј¬КВКөЙПЈ¬І»Н¬өДі§јТЙъІъөДРНәЕНщНщІ»Н¬Ј¬і§јТНщНщНЁ№эөч»хөД·ҪКҪАҙМṩёчЦЦРНәЕөДІъЖ·ЎЈЛщТФУГ»§ТӘМШұрЧўТвСЎФсККәПЧФјәөДІЕКЗЧоәГөДЎЈ
3ЎўФЪБӘПө¶ајТЙъІъ»ъЖчөДЖуТөә󣬻сөГ»ъЖчөДјЫёсЎўІОКэЎўё¶ҝој°ё¶»х·ҪКҪөИЦ®әуЈ¬ЧоЦШТӘөДТ»ІҪҫНКЗСЎФс№әВтөДі§јТЎЈТ»°гІЙУГИҘіэЧоёЯј°ЧоөНјЫәуСЎФсТ»ёцРЕөГ№эі§јТЈ¬ХвСщДЬ»сөГҪПәГөДРФјЫұИЈ¬Н¬КұУЦДЬұЈЦӨЦКБҝј°КЫәу·юОсЎЈ
4ЎўСЎФсјёёцМШұрі§јТЧчОӘұИҪПЈ¬ФЪ¶аБЛҪвТ»ПВЦЬО§№әВт№э»ъҙІөДК№УГЗйҝцЈ¬»ъЖчЦКБҝЈ¬МШұрКЗКЫәу·юОсөИЗйҝцЎЈЧЫәП¶а·ҪГжҝјВЗЈ¬СЎФсЧоУЕјЫёсЈ¬ЧоУЕ·юОсөДі§јТЎЈ
5ЎўИ·¶Ёі§јТЦ®әуЈ¬ҪУПВАҙҫНКЗЗ©әПН¬ё¶¶©ҪрЈ¬ҙшҝоМб»х»т»хөҪё¶ҝоөИПа№ШКВТЛЎЈ




























